|

The
History of Mills and Dams Along the Norwalk River
Arranged
By Brent M. Colley. Histories of Mills and Dams coming from
Wilbur F. Thompson articles written between 1915 and 1930,
later made available by Irene Baldwin in 1965. Additional
photos, maps and information to enhance the Thompson material
were added in 2005.
The
association is in the process of compiling a booklet on the
history of mills and dams complete with maps
of
the locations.
The
Old Stone Mill: by Wilbur F. Thompson.
John
Taylor of Wilton was the first to operate a mill in the location
that would come to be known as the Old Stone Mill, and at
one time- Perry's Glenburg Chemical Works. John Taylor's Mill
was called Taylor's Woolen Mills or the Satinet Factory. He
built a dam a short distance above the mill and a canal to
convey the water to the mill (this canal is still visible
from the train today). He also built the house by the mill
and lived there many years.
Henry
Williams, who lived a short distance below the mill, had charge
of the dyeing, carding and spinning department; his wife was
one of the weavers. A man named Eli Glover also worked there.
He afterward ran the mills known as Glover's Woolen Mill west
of Sanford's Station in West Redding (corner of Topstone Rd
and Route 7 where Cains Hill is. Cains ran a Fulling Mill).

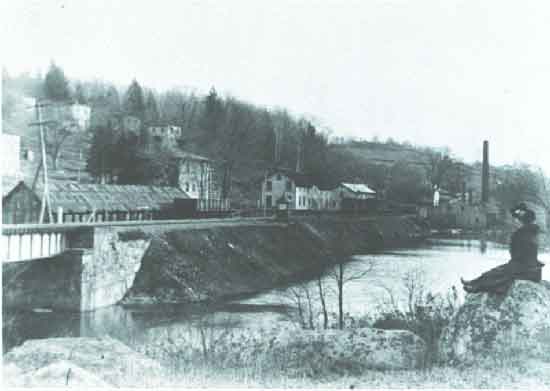
View
from what is now the Georgetown Lions Club Ballfield
John
Taylor was in business many years, and after he retired, a
Welshman named Evans, from Derby, CT, continued the business.
After this, Blackman Bros., from New Milford, ran it for a
short time.
Later
Dr. N. Perry, of Ridgefield, bought it; and fitting it up
for a grist mill and to grind spices, called it the Glenburg
Chemical Works. Perry attempted to change the name of Georgetown
to Glenburg, but did not succeed. His son, Samuel Perry, had
charge of the mill for many years. The famous remedies so
well known in the 1850's & 60's were made here - composition
powders for colds, magnesia powders for indigestion, the No.
9, a pain killer, demulcent, compounds for coughs, and many
others. Spices were ground and all kinds of extracts were
made and sold. The country stores all kept the Perry remedies,
spices and extracts.
After
the death of Samuel Perry, the formulas for the Perry remedies
came into the possession of his brother-in-law, Eli Osborn,
who made them for many years, at his home in Georgetown. The
mill was sold to William J. Gilbert who leased it to different
parties who ran it as a grist mill. Later the mill was owned
by Samuel J. Miller
the roots of the G&B factory ran deep.
About
Flax and Woolen Mills- Two of the most important products
of the farms of long ago were wool and flax. On summer days
flocks of sheep could be seen feeding on the hillsides and
waving fields of blue-flowered flax could be seen on almost
every farm.
Flax
was not harvested the same as grain or hay, but was pulled
up by the roots and stacked. Later in the season it was put
through a process of sweating or rotting to separate the fibre
from the woody part of the stalk. It was then crackled to
break the wood or straw of the flax. This was done by beating
it with wooden mallets. After this, it was hetcheled or hackled;
this was done by drawing the stalks of flax over sharp pointed
iron teeth thickly set in a block of wood. This separated
the fiber from the woody or straw portion of the flax. The
fiber, after hetcheling, was called tow or lint; this was
cleaned and spun into linen yarn or thread, and woven on the
hand looms into different kinds of linen cloth, and then bleached.
The
wool was worked up in a different way. After being sheared
from the sheep, it was washed and cleaned. Then it was carded
into a light fleecy mass (like the cotton batting of today.)
The hand cards were pieces of leather or thin wood thickly
set with fine wire points which caught and separated the fiber
of the wool. Sometimes the wool was bowed the same as hatters'
fur was in the olden times. This was done with a large bow
strung with catgut; pulling the string caused it to vibrate
in the wool, separating it the same as in carding.
After
carding, the wool was formed into rolls, from which it was
spun into woolen yarn or warp and then woven into woolen cloth
of many kinds, and blankets. A cloth for dresses and skirts
was woven, called linsey-woolsey. It had a linen warp and
woolen filling; a heavier cloth made of the same materials
was called fustian.
After
washing, the cloth was dyed, fulled. and finished.; oftentimes
the warp and filling were dyed before weaving. For many years
all this work was done by hand on the farms where the wool
and flax were raised. Later little shops and mills were built
along the stream where the wool and flax were prepared. for
weaving and where the home-made cloth was fulled and finished.
Mills
along Old Mill Road in Georgetown- by Wilbur F. Thompson
& notes by Brent M. Colley.
From
the early settlement of our state until about 1850, the people
living in our rural communities were, to a great extent, independent
of the outside world; the farms and little shops and mills
producing almost everything used in the homes of their day.
At one time there were approximately sixteen busy shops and
mills along the banks of the Norwalk River from its source
in Ridgefield to tidewater in Norwalk. Today all that remains
are the bricks and stones of their foundations and dams. The
information below (a large majority of which comes from Wilbur
F. Thompson) explains their history and the individuals that
worked them many years ago.
The
first mill to be built in the early days was the Grist Mill,
then the Saw Mill, Blacksmith Shop, Woolen Mill, Tannery and
Cider Mill. Georgetown was no exception to the general rule,
and along its streams and highways are found evidences of
many little home industries that flourished, long years ago.
It is probable that the first corn and grain raised in Georgetown
was ground in the home-made mortars of wood or stone, with
a pestle, or in the old Indian stone samp mortars which can
be found in the rocks along the Norwalk River in many places.
The
first Grist Mills where the early settlers of Georgetown had
their corn and rye ground were located outside of the village.
One stood on the west bank of the Saugatuck River, near the
foot of Nobb's Crook Hill. (This was about 1730). The miller's
name was Jabez Burr. Many years later a wind grist mill was
built in what was called Dumping Hole or Hill (now in Cannondale
School District,) about two miles southeast of Georgetown.
Another Grist Mill located at the intersection of Florida
Hill and Old Redding Road, operated by Peter Burr and dating
to 1737 was a likely source for the settlers as well.
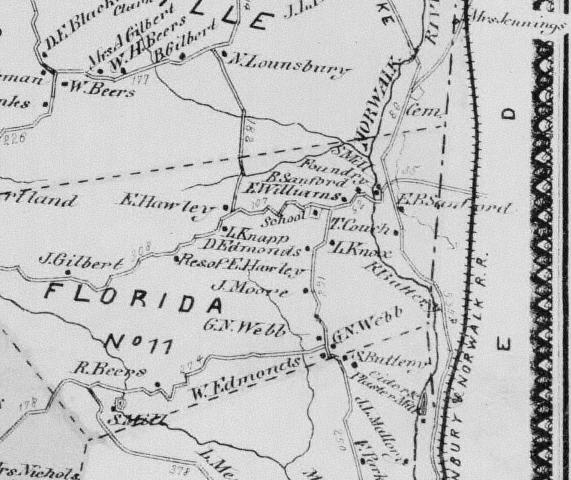
Clark
Map of 1856 showing Saw Mill and Foundry (earlier this was
the Grist Mill location
mentioned). The location is a tad to the left of E.B. Sanford
between the "E" and "D"
The
first grist mill in what is now the village of Georgetown
was probably built and run by George Abbott. If there was
one before this, the name of the owner is not known. In 1764
George Abbott, formerly of Salem, Westchester Co., Province
of New York, bought of Ebenezer Slawson, of Norwalk, a mill
privilege on the Norwalk River for the purpose of erecting
a grist mill. The mill was built and he commenced to grind
corn and grain. There is also a tradition that John Belden
had built a saw mill on or near the same site, and Abbott
purchased that mill site from him as well. Located on the
only road between Danbury and Norwalk it was a very profitable
business; people from miles around brought their grain to
be ground, or logs to be sawed up into lumber.
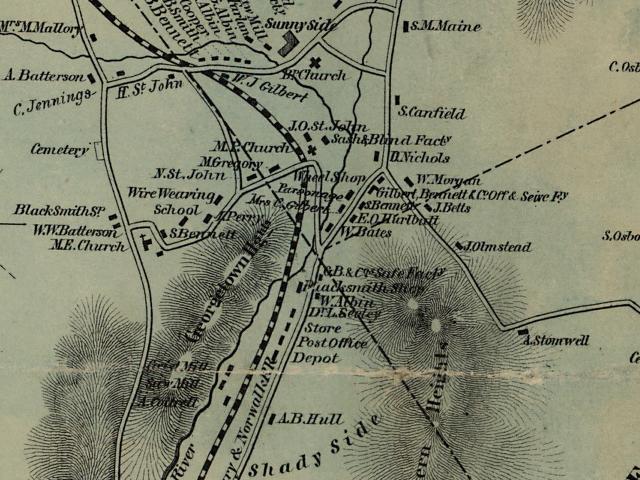
Clark
1856 Map showing Grist Mill, Saw Mill on the left
Abbott
ran the mills for many years and his wife (known as "Aunt
Lucy") kept a tavern or half-way house for the teamsters traveling
the Danbury and Norwalk turnpike.
A
long list of owners followed Abbott at this location.
-
The
next owner of the mill was Stephen Perry. He rebuilt the
dam and mill; and it became known as Perry's Mill.
-
Later
Joseph Goodsell the 1st. ran the mill.
-
The
next owner was Ephraim B. Godfrey and his son Wakeman
Godfrey. Godfrey & Son ran the grist and saw mill for
many years and did a large business. Glenburg Chemical
Works would put Wakeman Godfrey out of business.
-
Some
time after, Edwin Gilbert bought the property, rebuilt
the mill dam and mill, enlarging it, and fitting it up
for other manufacturing; for a while, Betts & Northrop
had a carpenter shop there as well. Blood's patent flour
sifter and other wire goods were made there at that time.
- Later
the Gilbert & Bennett Co. gained ownership and changed it
into a wire mill, the third floor of this mill was set up
and ran the second machine in this country for making wire
netting and fencing in 1869 and '70. In 1865 Gilbert & Bennett
& Co. had installed the first power machinery for making
wire poultry netting. It was used for that line of work
until it burned down around the early 1900's. G&B converted
this entire area into it's "Lower Factory" wire mills.
The
"Lower Factories" included several manufacturing buildings,
a wire drawing plant and a dam large enough to create what
was known as the Lower Factory Pond.
Lower
Factory Pond looking back toward Old Mill Road
The
Lower Factories were the last mills in this location serving
Gilbert & Bennett well in their life span. G&B would later
focus their attention on the factories we know today between
North Main Street and Portland Avenue. Back then these factories
were referred to as their Upper Factories. Improvements in
the railroad, particularly the spur line that was run into
the Upper Factories in 1874 led to the expansion of and focus
on this location. The Lower Factories were all lost to fire
over time.

Lower
Factory Wire Drawing Factory
The
Old Red Mill- by Wilbur F. Thompson and notes by Brent
M. Colley.
Just
above the Lower Factory Pond was the location of perhaps Gilbert
& Bennett's most famous mill, the Old Red Mill. The Old Red
Mill was where G&B would come up with an innovation that was
so versatile it would propel the company to greatness
Woven
Wire. The list of woven wire applications and products is
far too long to discuss in this document but I assure you
it is one heck of an impressive list.
An
abbreviated history of this mills at this location is as follows:
Some
years after the War of the Revolution closed, David Coley
of Kettle Creek, Fairfield (now Weston) moved to Georgetown.
Coley was an iron worker who bought a mill site in the same
location as what would become the Old Red Mill on the Norwalk
River; he built a dam and shop, put in a wooden water shed,
a furnace for smelting iron ore, a trip hammer, and commenced
bus-iness. Many kinds of iron goods were made, ploughshare
points, shovels and irons, cranes, pots and kettles, and ovens.
This industry gave work to quite a number of men and continued
for many years until Coley gave up the business and the shop
was left vacant. Later it was burned.
In
1821 Winslow and Booth ran a comb factory on Coley's iron
works site, erecting a small shop. This business continued
for some time and gave employment to quite a number of people
as well. Cheaper grades of combs were made of cattle horns.
The finer grades of women's side and back combs were made
of tortoise shell. They like Coley gave up their business
and moved away.
In
1834 the Gilbert & Bennett Co. bought the mill site, rebuilt
the mill dam and built the shop long afterward known as the
Old Red Mill. A wooden water wheel was built to furnish power.
The mill had two stories and a basement. The top floors used
for curled hair production, the basement was where the sieve
rims were steamed and bent into shape.
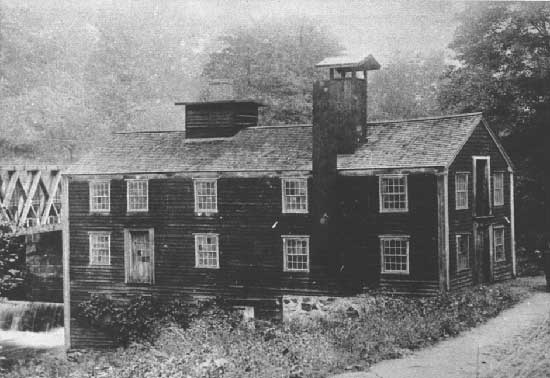
Old
Red Mill, circa 1888
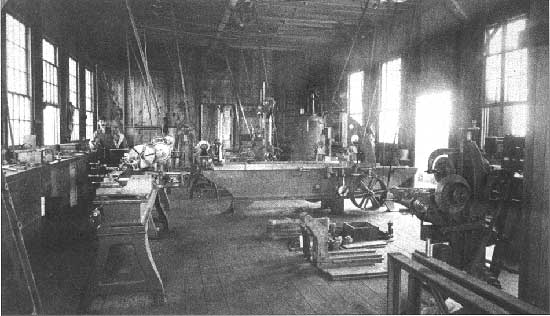
Interior
View, the leather belts coming down from the ceiling ran
the machines and were powered by the water wheel.
In
1836 G&B experimented with drawn wire in an attempt to improve
upon the woven horse hair products they were selling at this
time. The experiment was a success and they quickly began
furnishing the Old Red Mill and Old Red Shop with modified
carpet looms to produce their "wire cloth". The production
of cheese and meat safes soon followed. Following the introduction
of hard coal for fuel, a coal ash sifter or riddle was invented.
Later woven wire ox muzzles entered the product line, then
they discovered glue dried very well on woven wire and came
off much easier than the cotton cloth in use at the time.
The product line grew year by year until they came up with
the ultimate application
insect screens or as we call them
today window screens. The insect screen was an instant hit
on the market, cheesecloth was in use prior to this so you
can imagine the improvement it made.
The
Lower Factories mentioned earlier in this document came into
play soon after. By the 1860's sieve production along with
other branches were moved into other shops and the Old Red
Mill was used for drawing fine wire and later for tinning
and galvanizing wire.

In
May of 1889 the Old Mill was lost to fire.
Gilbert
& Bennett
The
history of mills and dams is not complete without information
on the Gilbert & Bennett Manufacturing Company as G&B
exemplifies the flourishing 19th century mill.
In
1827, the Red Shop became the first mill occupied by the company
and as business prospered was later purchased. The
Red Shop stood on the corner of Rt. 57 and Old Mill Road.
As the business grew improvements were made to the shop for
efficiency: a three-story addition was built, A mill dam was
built across the brook, and a small pond was formed about
100 feet long and 60 feet wide. This supply pond, or reservoir,
located on what is now Sasqua Trial, off Covenant Lane. On
the north side of the pond was the road to Weston, lined with
rows of willow trees. On the north shore of the reservoir
were vats for cleaning, washing and sorting the hog, horse
and cattle hair used in the curled hair industry; there were
also platforms for drying the hair. Later this work was done
in the rear of the shop.
The
first story of the shop was used for sieve making, and the
second for the curled hair business. On the floor was a hairpicking
machine and two hair rope twisters. The power was furnished
by a wooden overshot water wheel (this was outside the shop
on the north side.) The water was carried in a wooden flume
from the pond onto the top of the wheel. The gate in the reservoir
was opened every morning and shut down at night.
After
the horse and cattle hair was cleaned it was twisted into
ropes, then boiled to set the curl. After drying, it was wound
into hanks or bundles, and sold in this form or picked out
by hand ready for use in cushions, etc. The longer horse hair
was picked and kept separate and woven into bottoms for the
hair cloth flour and gravy sieves. This was woven on small
frames called looms, into squares a little larger than the
sieves they were to cover. This weaving was done by women
of the village. First by the women in the families of the
firm, and later by Mrs. Polly Canfield, Mrs. Ezra Brown, Mrs.
Sherman Bennett, Mrs. Matthew Bennett and her daughters (one
daughter, Mrs. Waterman Bates, was one of the last ones to
weave haircloth in Georgetown).
In
making the sieves, the thin wooden rims were cut from whitewood
plank sawed from logs at Timothy Wakeman's saw mill that stood
north of where the upper Gilbert & Bennett Mfg. Co.'s plant
now stands, then smoothed by hand, steamed and bent into shape
and nailed; the hair cloth bottom was then put on and held
in place by a narrow hoop or rim, which was fastened on by
nailing. The edges of the haircloth were then bound around
the sieves with waxed thread. This work was done by women
at their homes - it was called binding sieves. Mrs. Aaron
Bennett, Mrs. Samuel Main, Mrs. Aaron Osborn, Mrs. Samuel
Canfield, Mrs. Burr Bennett, Mrs. Orace Smith and others did
this work.
The
men who worked to the curled hair and sieve industry at different
periods in the Red Shop were Benjamin Gilbert and his sons
William J. and. Edwin; Edmund O. Hurlbutt, John F. Hurlbutt,
William B. Hurlbutt, Aaron Bennett, Sturges Bennett, Isaac
Weed (Mr. Weed married Angeline, daughter of Benjamin Gilbert,
and built the house opposite the Sturges Bennett place,) Samuel
Main, Aaron Osborn.
All
this time, the weaving processes were being accomplished by
hand, and the material used was horsehair. Horsehair was at
the best, unsatisfactory-which caused the company to ask itself:
"why could not some other material, more durable, more efficient,
be substituted?" And not stopping at merely thinking it, they
purchased some fine wire and began to experiment. The commercial
weaving of wire by hand was impractical and machinery for
such a purpose being unheard of, they improvised and borrowed
a neighbor's carpet loom and so the first wire cloth came
into being.
In
1834 the Gilbert & Bennet Co. found that the growing business
needed more power than the little mill pond furnished and
bought the mill site of Winslow and Booth on the Norwalk River.
Winslow and Booth ran a comb factory there making combs from
cattle horns and tortoise shells in the 1820's. Prior to Winslow
and Booth, the mill site was owned by David Coley, an iron
worker; he built a dam and shop, installed a wooden water
shed, a furnace for smelting iron ore, a trip hammer, and
commenced business. Some of the ore was brought from Roxbury
and Brookfield and some was taken from the ledge east of where
Jessie Burr Fillow lived, on the road from Branchville to
Boston district. There is a tradition that there was an iron
furnace near this ledge before the War of the Revolution.
The limestone used in smelting the ore came from Umpawaug
hill. Many kinds of iron goods were made, ploughshare points,
shovels and irons, cranes, pots and kettles, and ovens.
G&B
rebuilt the mill dam and built the shop long afterward known
as the Red Mill. The mill had two stories and a basement.
The first floor was used for the curled hair industry using
power. In the basement the sieve rims were steamed, bent into
shape, and later other work was done there as well. A wooden
water wheel was built to furnish power for the mill.
With
the weaving of wire cloth, the process of making of cheese
and meat safes commenced. Aaron Osborn did this work, assisted
by his brother, Eli Osborn. Aaron Osborn created these cheese
safes for nearly fifty years. With the introduction of hard
coal for fuel, the coal ash sifter or coal riddle was made.
Samuel Bennett, Henry Williams and others worked at this branch.
Later ox muzzles made from wire were introduced. Most of the
men who worked in the Red Mill had worked in the Old Red Shop
doing the same kind of work.
On
Oct. 15, 1835, Benjamin Gilbert deeded to Sturges Bennett
and William J. Gilbert each a one-third interest in the Red
Shop, the land (1/4 of an acre) with the mill pond, also rights
in the reservoir on the hill. Near the Red Shop on this land
was a small two-story building used by Uncle David Nichols
as a wagon shop (part of this building was used by Benjamin
Gilbert be-fore the Red Shop was built.) The price paid was
$133 for each third. The land was bounded on the north, east
and west by the highways, on the south by Sturges Bennett's
home lot.
In
1836, it was found the light cloth and carpet looms in the
village were not heavy enough for wire weaving. A few looms
were built and set up on the third floor of the Red Shop.
Among those who wove wire cloth at this time were Isaac C.
Perry, George Perry, Moses Hubbell and his wife Betsy, William
Perry, and probably others. William Perry wove a fine wire
cloth, called strainer cloth, used for straining milk and
other liquids. George Perry built a shop south of his home
which was later owned by John Hohman, and wove for the Gilbert
& Bennett Co. Isaac Perry's son-in-law also built a shop for
weaving.
James
Byington, Aaron Jelliff, Henry Olmstead and his brother William,
Lorenzo Jones, Thomas Pryor, George Gould, Anton Stommell,
George Hubbell, and Granville Perry wove wire cloth in the
old Red Shop. As the business grew, Anson B. Hull was hired
as Bookkeeper. The office was on the first floor of the shop;
in connection with book-keeping, he ran a small store. He
was with the company for many years. Later he moved to Danbury,
where he was freight agent for the D. & N. R.R., until his
death.
In
1842 Edwin Gilbert became a member of the Gilbert & Bennett
Co. (40 years later he became president of the Gilbert & Bennett
Mfg. Co. ) He, with his brother William J. Gilbert and E.O.
Hurlbutt, comprised the selling force. Their selling methods
being to load Conestoga wagons and deliver through the country
as sales were made. Even under these difficult conditions,
the sale of Gilbert & Bennett goods spread throughout the
South and as far West as the Western reserve of Ohio.
In
1847, Benjamin Gilbert, the founder of the business, died
after an illness of several years that incapacitated him from
active business. A saw mill was established for making sieve
frames in 1848 and in that same year, steam power was first
introduced as a source of power. Because of Gilbert and Bennett's
rather isolated location, it derived its power not from coal
but from water turbines. Water pressure became a constant
with the purchase and control of Great Pond, a reservoir located
5.27 miles northwest of the mill on the Norwalk River at the
Ridgefield-Redding town line in that same year.
The
business at the time was still based on sieves and curled
hair. Additional space could not go to waste, so in the year
1850, the manufacture of glue was added to further expand
the company. The existing glue manufacturing process was studied
by the company and found to have several disadvantages. They
found that because glue was being dried on cotton netting
some of it adhered to the fabric, this was a waste and led
to higher costs. Another disadvantage was that the glue itself
would contain bits of cotton which interfered with its adhesive
quality. They resolved these problems by manufacturing wire
netting upon which the glue would be dried. When the glue
dried, it could be separated from the wire netting with little
difficulty, and as a result revolutionized the glue-drying
process across America.
In
1853 David H. Miller of New York City entered the employ of
the Gilbert & Bennett Co. as bookkeeper. He brought in fresh
ideas and new ways of working which greatly increased the
efficiency of the company. (Fifty-three years later he became
president of the Gilbert & Bennet Mfg. Co., and held that
position until the time of his death in 1915). The Rapid growth
of the Gilbert & Bennett Co. continued with Edwin Gilbert
as salesman and Charles Olmstead running one of the freight
wagons. With the building of the D. & N. R. R., the freight
wagons were taken off one after another and the railroad did
all the carrying of goods. One of these old freight wagons
was used as late as 1864 carting materials between the factory
and the depot. Edmund O. Hurlbutt withdrew from the firm in
1860.
With
the building of other factories, one by one, the various branches
of the industry were moved from the old Red Shop, until only
the wire weaving was left. In 1861, Eli G. Bennett opened
a dry-goods and grocery store on the first floor of the Red
Shop. The business grew until the whole floor was occupied,
and a large amount of business was done. Here many young men
received their first business training. In 1869 Sturges Bennett
who now owning the property had the Old Red Shop torn down
and built in its place the store known for many years as Connery's
store. The timbers of the Old Red Shop were bought by Anton
Stommell, who used them in building his house on the street
running east from the Weston road, which is now Highland Avenue.
Later he sold it to Elijah Gregory.
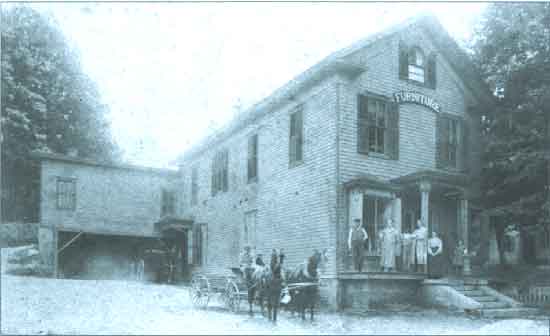
Connery's
Store, at or just before turn of the 20th century.
The
Red Mill was phased out in this time period as well, and was
used strictly for the drawing of fine wire, tinning and galvanizing
wire in it's later years. In 1889 the Old Red Mill was burned
down and new mill was built in its place.
A
wire mill was built on the factory premises in 1863 to provide
"facilities for drawing iron wire." Prior to this, the manufacturer
had purchased iron wire from a mill in Worcester, Massachusetts.
Distribution was becoming more accessible, the tools of commerce
in the shape of rail and water shipping and transportation
facilities were rapidly extending their scope. The telegraph
was shortening the distance between manufacturer and purchaser.
Wholesalers were tightening the link between making goods
and selling them. So, expanding as rapidly as their needs
justified, Gilbert & Bennett & Co. added new buildings and
equipment, in 1865 installing the first power machinery ever
used in the United States for making wire poultry netting.
For many years they manufactured all the poultry netting made
in the United States. This was not a large amount at the time,
for the manufacturing was but a small part of the transaction
as the trade had to be educated to its use. Gilbert & Bennett
with perfect confidence in their goods continued to push them
and the limited field at the time expanded to cover every
part of the United States.
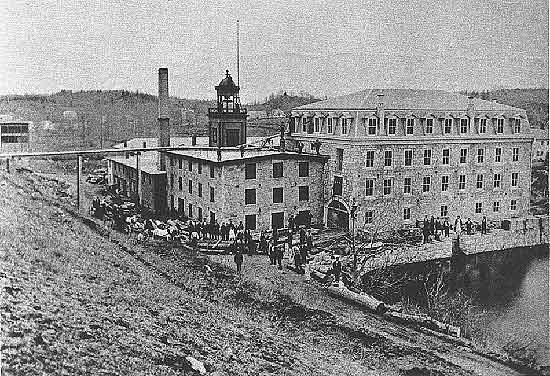
Original
Upper Factory Buildings lost to the fire noted below.
A
fire destroyed the plant on Sunday May 11, 1874. Just at the
sun rising, the cry of "fire" startled the village, and the
latest, most complete and most valuable of the factory buildings
was found to be on fire. There was no fire apparatus with
which to fight the flames, and the company's officials and
the throngs of men, women and children that quickly gathered
could do nothing but look on while building after building
with its intricate and costly machinery was reduced to ashes.
In an hour and twenty minutes the buildings were destroyed.
Damage amounted to $200,000 for which the mill had $40,000
of insurance. The decisions that were made in rebuilding the
properties insured Gilbert and Bennett's success for generations
to come. One of those decisions was to lobby the Danbury and
Norwalk Railroad to run a line into the mill. The Danbury
and Norwalk Railroad traveled through Georgetown as early
as 1852, but it was during the 1874 reconstruction that the
railroad was convinced to run a spur line into the mill property.
The track that came into the mill, branched off from the railway
just before the Georgetown Train Station where Miller Hall
stood, two team tracks split to the left, one lead to the
back of Georgetown Station and the other extended further
to the road. The main track split in two, where it joining
again in the factory. In addition to Miller's Hall, two small
sheds also stood, one of which was a coal shed. The spur line
enabled the company to ship and receive material more efficiently,
and reduce the manpower required in the process.

New
Upper Factory Building...this building still remains in the
factory today.
The
new railroad spur line had another advantage: Steam power.
Steam power was dependent upon coal and coal was a raw material
transported in bulk by rail. Steam power added a great degree
of flexibility to the modern manufacturer. The mill owner
was no longer a slave to a specific location on a river, nor
was he at the mercy of seasonal variations in the amount of
water available in an out-of-the-way stream allowing him to
make consistent schedules for production. Gilbert and Bennett
was no longer dependent on the Norwalk River.
Following
the fire G&B made another successful decision: The Iincorporation
of The Company. Gilbert and Bennett was reorganized as a joint
stock company on May 30, 1874 and the machinery that adorned
the new buildings was the newest and best possible. The mill
was opened and operating within the year.
The
officers of the corporation were: Sturges Bennett, President;
William W. Beers, Treasurer; David H. Miller, Secretary
The
above officers, with Edwin Gilbert and William J. Gilbert,
comprised the board of directors. William W. Beers was later
made president of the company, serving in that capacity from
1876 until his death in 1879. The newly incorporated company
went into the field with a vigor which within a few years
multiplied their sales and output many times over.
About
this time steel replaced the iron wire of earlier days. The
increased facilities of the wire mills enabled the company
to handle the steel and to draw all such wire used in their
manufacture. This they continued into the 1980's, using a
specially selected stock of the highest grade. Bronze, copper,
and brass wire were drawn for use in their goods as well.
Gilbert & Bennett was the first in the country to manufacture
and market galvanized wire cloth. This soon replaced the plain
iron wire cloth which until that time had been carried in
stock by all hardware dealers.
By
1887, the wire industry had finally come of age and the increase
of business taxed their factory capacities to the point that
the glue and curled hair departments had to be sold off. From
that point forward, the factory was devoted to wire fabrics
exclusively.
Gilbert
and Bennett continue to prosper at the turn of the century
attracting not only new business but immigrant labor as well.
Swedish immigrants actively recruited by the company arrived
in great numbers by the end of the 19th century. The Swedish
neighborhood was first located in the Weston section. By the
20th century they occupied a good portion of the housing provided
on Portland Avenue by the company, where they built their
church. Scandinavian surnames also predominated on New Street
by 1927. Ethnic neighborhoods were also established by the
Polish and Italian immigrants in Georgetown, although a few
Italian Americans lived in the Wilton section of Portland
Avenue and in Ridgefield section of Branchville.
In
the 20th century the company's reliance on the Norwalk River
dimished but it's association with it did not. Great Pond,
no longer a source of power became a source of entertainment.
The pond purchased in 1848 was used for family gatherings
by the employees of the factory: swimming, fishing and sunning
in the summer, skating in the winter. My grandfather recalls
walking and/or hitching rides to the pond throughout his childhood.
When a trip to Ridgefield was out of the question the factory's
"Upper Pond" off of Portland Avenue was a popular
swimming hole and was used by the Town of Redding's in the
1960's thru the early 70's when Topstone Park was established.
The swimming area at the "Upper Pond" was created
and maintained by the Georgetown Lions Club and the local
Boy Scout Troop who aided in the removal of gargage each spring.
Among the clutter picked out of the pond in April of 1967
according to the Redding Pilot were a television set, a baby
carriage, and over 60 tires. The Lower Factory Pond was never
used for swimming or fishing as it was heavily polluted by
the factory's wire manufacturering waste. My grandfather noted
that "it glowed green" at one point in his childhood.
The
Great Pond, Upper Factory Pond and Lower Factory Pond were
all washed out in the "Flood
of 1955". Practically all of the dams
on the Norwalk River were destroyed by the flood. The dam
at Buttery's Mill on the Silvermine River, suffered extensive
damage as well.

The
Upper Pond Dam at the G&B Factory during the Flood of
1955.
Today
Great Pond continues to serve the community as a swimming
hole. The Gilbert and Bennett Company transferred it's rights
to the Town of Ridgefield in the 1990's. The Upper Pond in
Georgetown remains a popular fishing hole for local residents
and their children and some even venture out in a small boat
from time to time.
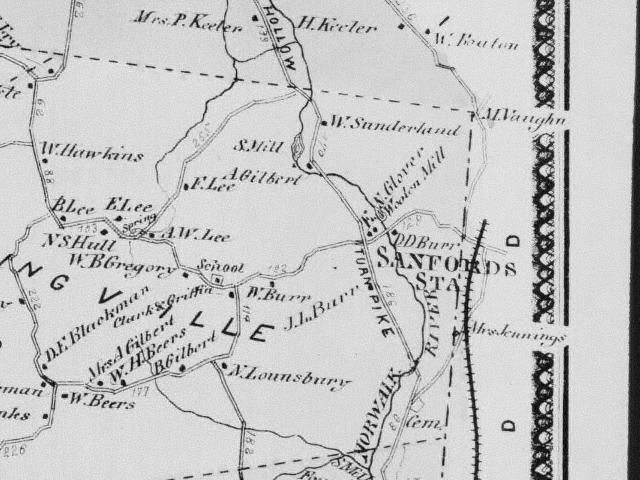
Ridgefield
Mills along the Norwalk River
At
this time I have limited information on the mills above Georgetown/Redding
in Ridgefield. However, the map below shows Eli Glover's Woolen
Mill mentioned above in the Old Stone Mill text and a Saw
Mill above it in the location of the Golf-Art Building located
there today. In addition to Glover's Woolen Mill there was
also a Fulling Mill owned by a man named Cain...thus Cains
Hill Road above it.
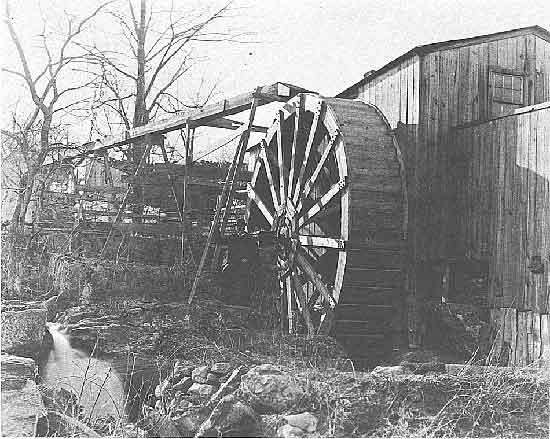
What
Powered These Early Mills?
Answer:
The Water Wheel. The
function of a water wheel is to power a machine to perform
a task. Although we dont think of it with todays advanced
computers and production systems, the water wheel was one
of this countrys first labor-saving devices. The amount of
power or energy generated by the wheel is measured and described
in horsepower. A unit of horsepower is equivalent to 550 feet
power per second. Water wheels of the 19th century could operate
at ten to thirty horsepower but most functioned with between
fifteen and twenty. Water wheels were made of wood. For best
results they should be kept in constant use. If not, parts
would dry and shrink, eventually becoming loose. Northern
mill owners often would build wheels into millsdevising crude
heating systems to keep it ice-free in winters. Buckets, into
which the water was directed, would leak, diminishing the
amount of power of the wheel. The wheel was certainly not
indestructible under the best of conditions. Over a span of
five to ten years, most parts of the wheel would need to be
repaired or replaced.
The wheel was set in motion by water entering its buckets.
The flow of water was the most crucial contribution of the
entire process. To insure a constant flow, a dam was built
as close to the mill site, and wheel, as possible. If the
dam was any distance from the wheel, water had to be carried
from the dam to the wheel via a canal or flume.
Efficiency
of all wheels depended upon the head (the difference in level
between water feeding the wheel and that leaving it.) A wheel
performing at a site with a great head water would be quite
large and use many buckets. For best results, water should
leave the wheel quickly. Construction of tailraces were used
for this purpose. Tailraces were made of oak, pine, or cypress
as these woods would contribute most to a long existence.
Mills
of the 19th century generally used three types of wheels.
The overshot wheel was one that water entered from the top.
Its diameter could be as great as sixty feet and its width
could be three feet. Buckets were ten to fifteen inches in
depth and the head for efficient operation was ten to forty
fest. It operated at approximately 65% to 75% efficiency.
The
breast wheel allowed water to enter at the side just above
the shaft. It operated best with an eight to ten foot head
and the efficiency level for the breast wheel was 50% to 60%.
The undershot wheel was commonly found at medium-sized dams
of five to eight feet. It functioned with a low head and the
bottom of the wheel was always submerged in the stream. A
gate was installed at the bottom of the dam to direct a constant
flow at the wheels vanes. (The undershot had no buckets as
there was no need to hold the water for any length of time).
The vanes were placed eighteen to twenty-four inches apart.
This wheel could operate when water in its reservoir was very
low, but at best operated only at 40% efficiency.
Why
the demise of these once active mills?
The
year 1860 saw sixteen busy shops along the Norwalk River
from its source in Ridgefield to the Norwalk town line. By
1923 there were four or five. Mills along the Norwalk River
in Wilton and Redding as well as those in Weston collapsed
for the very reasons that factories in Norwalk, Danbury, and
Bridgeport prospered. These small mills were dependent on
water for their source of power. They didnt move to steam
because they werent located on major rail lines where coal
could be readily imported (*with the exception of Gilbert
and Bennett). Also, most mills were not large enough for this
type of major transformation. The largest mill in Wilton in
1860 manufactured shirts. It employed twenty-four people.
The small mills of Fairfield County couldnt compete with
factories in larger cities which manufactured their product
faster and cheaper, if not better than they could. The small,
interior mill town that could not attract a railroad not only
suffered from access to raw materials. It also was at a disadvantage
transporting its products to markets. But the ultimate death
knell for the water-powered mill was the sophisticated marketing
practices that larger manufacturers and their profits could
afford. Big companies opened retail stores to sell directly
to their customers. Catalogue buying allowed shoppers to conduct
their business through the mail, eliminating the need for
peddlers. And advertising in newspapers signified that 19th
century manufacturing had become a multi-faceted, big business.
Weston, Wilton, and Redding mills were in a struggle to survive,
and they were in way over their heads.
Yet
Georgetowns wire mill, Gilbert and Bennett, not only survived
but prospered. It succeeded because its management made the
same necessary decisions that leaders of all successful American
industries were making. In Gilbert and Bennetts case, these
were the same steps they had been taking since its establishment
in 1818. The Georgetown mill continued to adapt to changing
markets and economic conditions and they wisely foresaw future
trends and developments. Gilbert and Bennett also benefitted
from a vast amount of good fortune and very loyal, innovative
employees.
As
mentioned earlier, growing 19th century factories moved to
steam power. Because of Gilbert and Bennetts rather isolated
location, it derived its power not from coal but from water
turbines. However, G&B's isolation problem was solved
in 1874 when the railroad was convinced to run a spur line
into the mill property and steam power soon followed.

Spur
line into the mill. To the left is the Georgetown Train Station.
Another
key to developing urban centers of manufacturing after the
Civil War was immigration. Before 1850 immigrants were outwardly
deterred from settling in Connecticut by property ownership
restrictions. By the 1870s and 1880s, however, foreigners
were seen as a cheap and abundant source of labor. Immigrants
were drawn to large cities because many were ports or located
on important transportation lines. Once there, unskilled factory
jobs, usually in areas in or within walking distance of their
neighborhoods, provided the necessary employment and security.
Although harassed by the Know-Nothing Party members in the
1850s, and again in the 1880s and 1890s by the American Protective
Association, and inspite of main-line Democrat and Republican
conservative, anti-labor, anti-immigrant attitudes, immigrants
were here to stay. In 1890 Connecticut had a rural population
of 123,097 and an urban population of 623,161. And by 1900
foreign-born residents made up 59% of the states people.
Visit
www.historyofredding.com
for more information on the History of Redding and Georgetown,
CT
Back
to Top
|


